With 20+ years of experience, StarBlaze, a brand of Stellaris Specialities India Limited, has been at the forefront of India’s industrial manufacturing sector, not just as suppliers, but as long-term partners in growth. With in-house R&D, four ISO-certified manufacturing facilities, and a pan-India distribution network, we’ve built a reputation for delivering high-performance solutions across welding, automation, maintenance and industrial chemicals.
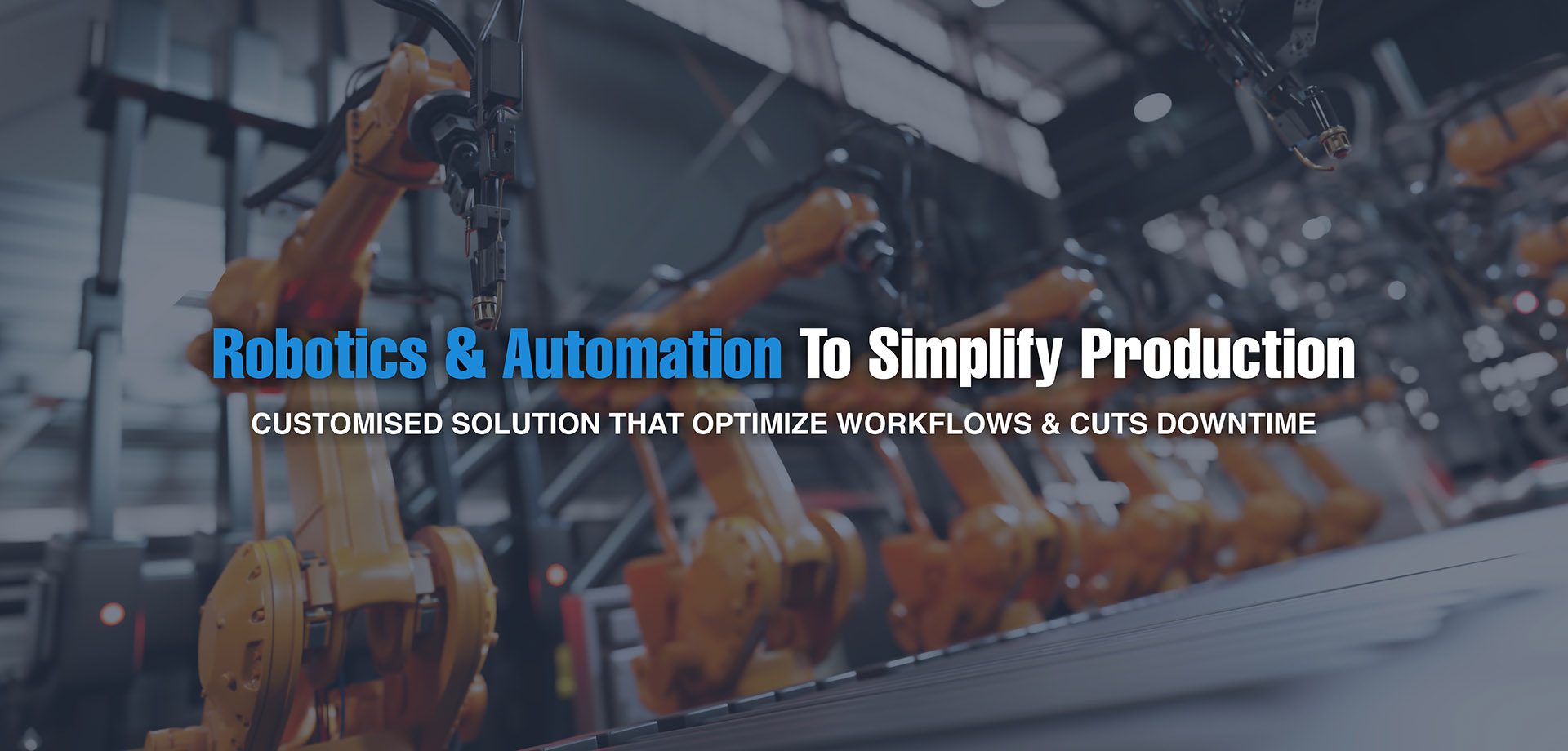
What sets us apart isn’t just the scale of what we do, but how we do it. Every solution we offer is the result of deep technical expertise, a problem-solving mindset, and a genuine commitment to our clients’ success, embodied by our 1,200+ employees. Whether it’s improving weld integrity, streamlining assembly with robotics, or protecting critical infrastructure, StarBlaze stands for reliability, innovation, and service that puts you first.
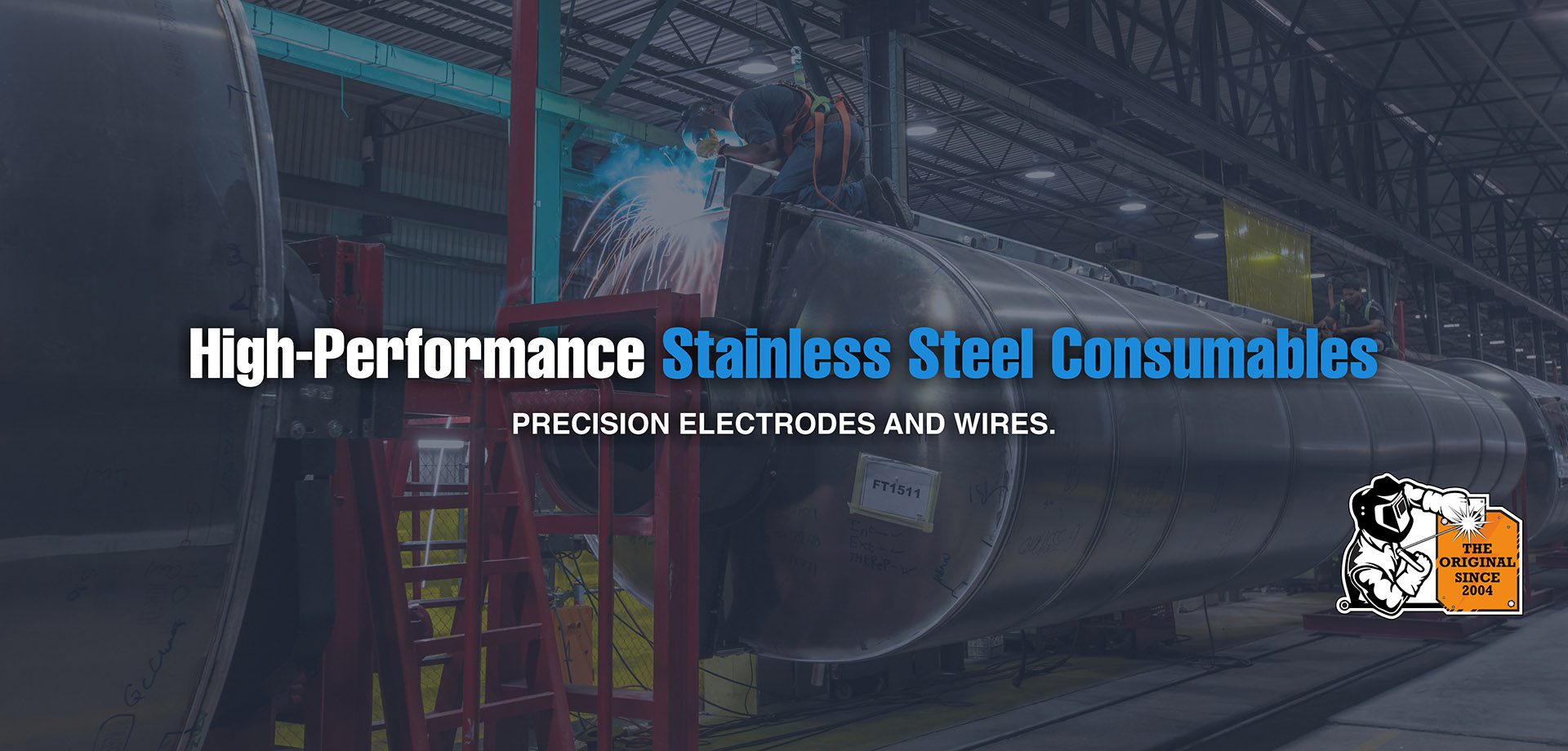
We engineer the tools that shape the future of manufacturing.
StarBlaze India has completed job execution using StarBlaze 34L01, 100mm thick fire-resistant board. The product quality is good, and workmanship was appreciated.
The anti corrosive paint from StarBlaze was quick drying and with a good finish. We are happy with the product.
Corroded HSD tank roof repaired with StarBlaze 41A01. No downtime required. Product now incorporated into future specifications.
StarBlaze coatings offer high fire resistance, flexibility, and weather durability. Successfully applied across multiple electrical cable areas. Orders repeated across several product lines.
StarBlaze coatings provided effective erosion resistance on pump components exposed to acid slurry. Technical performance was appreciated.
Application of StarBlaze 65B01 on switchyard and structural components delivered fast-drying, long-lasting protection. Order successfully placed.
We completed application of StarBlaze 62B01 paint in staircase areas with positive results. The coating provided an impermeable finish.